
迄今为止在各种规模下建立的超声波分离设计,以满足各种应用需求中,最突出的例子是在高科技棕榈油加工厂中实现的连续运行的分离反应器,在那里,前螺旋压榨机的原料经过处理以提高棕榈油的采收率。其他实例是利用超声波进行乳脂分离和分馏,藻类油生产中的藻类细胞,以及发酵系统中的细菌,酵母和其他细胞。
马来西亚典型的棕榈油碾磨作业可能会在废水中损失可回收产品,每年的潜在收入超过200,000美元。 超声波分离技术在现有工厂操作中的应用可以有效地减少产品损失并提高澄清效率。在实验室和中试规模中成功地证明了从压榨油棕果实中果皮中提取的提取物的能力,这一成功最近已全面扩展到商业运营,能够处理高达每小时45吨的吞吐量。所描绘的系统可以直接应用于现有的棕榈油厂。
在这里来自螺杆式压力机的进料,直接通过垂直室,其中棕榈油产品的液滴容易形成较大的液滴。 在该方法中实现了额外回收1%至10%的产物,几乎消除了所有由于流入废水中而造成的石油损失。超声波应用的成功归因于超声波(以600kHz频率施加),产生植物材料的物理“摩擦”。该过程有助于从植物中提取油脂。然后,通过声驻波将大量液体中的油聚结成更大的液滴,从而通过重力沉降在下游处理中更快地加油。 因此,在这种情况下,超声波应用改善了总可回收的油和分离速率。
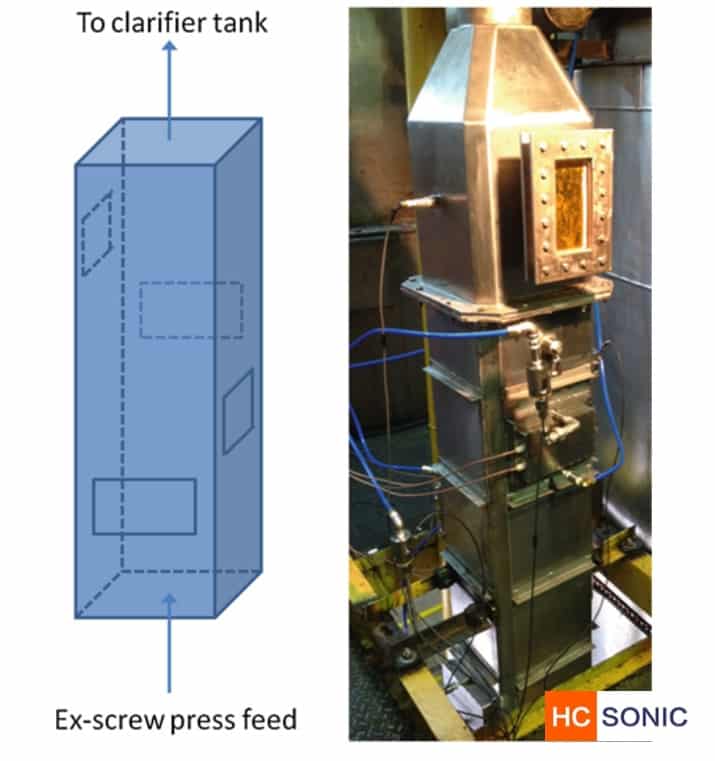
矩形表示换能器/传输板设置
这项技术的使用彻底改变了未来棕榈油工厂的设计,通过降低垂直澄清池的使用量,沉降式离心机的数量以及废水中的油损,可以显着降低生态足迹。 对于典型的棕榈油加工操作,这相当于每年平均增加500,000美元至2,000,000美元的利润。