
超声波电源也称为超声波发生器,是将标准的50Hz或60Hz输入电压转换成与超声波换能器相匹配的高频交流电信号。从放大电路形式,可以采用线性放大电路和开关电源电路,大功率超声波电源从转换效率方面考虑一般采用开关电源的电路形式。从超声业界的情况看,超声波主要分为自激式(模拟电源常用于焊接)和它激式电源(数控电源常用于声化学)。

超声波电源复杂性 #
应用设备电源的瞬时功率特性可分为四类(通常取决于负载类型),这四类特性在一定程度上决定了所需电源的要求。
- 电源恒功率:在负载循环期间,功率是恒定的。当负荷相对恒定时,如在雾化或空化作用时,就会发生这种情况。
- 可预测功率:功率在整个负载周期中都会变化,但以可预测的方式变化(即,从一个负载周期到下一个负载周期,功率变化是相同的),超声波检测就是一个例子。
- 部分可预测功率:功率在整个负载周期中都会变化,但会以半可预测的方式变化(即,总功率趋势是相同的,但各部分之间可能会有一些变化)例如,某些金属焊接部件可能具有较厚的氧化物层或镀层,这需要更多的时间进行擦洗。同样,某些塑料焊接零件可能会有更多的脱模现象。
- 不可预测的功率:可以在较大范围内预测功率,但无法预测瞬时功率。一个例子是超声塑料切割,其中塑料的组成随切割深度而变化。
共振类型 #
必须指定超声波电源以串联或并联谐振方式工作,每种共振方式都有自身的优势,两者都被广泛使用。无论选择哪个,换能器都必须兼容(即,设计用于串联谐振的超声波换能器在并联谐振时将无法正常运行,反之亦然)。
自动调节 #
锁定主共振 #
所有的超声设备都有一个主共振(理想的工作共振),此外,还会有二次(虚假的)共振,当超声波电源启动时,它必须锁定主共振而忽略次级共振。
跟踪主共振 #
在超声设备使用过程中,主共振的频率可能会发生偏移。随着电池堆温度的升高,该频率可能会降低(由于内部损耗或负载传递的热量)。由于陶瓷的非线性,在大功率下频率可能会下降。由于对负载的反应,频率可能会发生变化,该变化可以是正的或负的。下图显示了在超声金属焊接过程中大约下降了200 Hz频率。
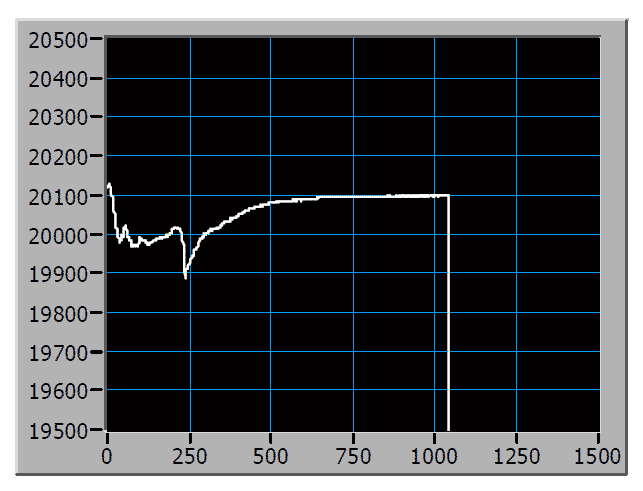
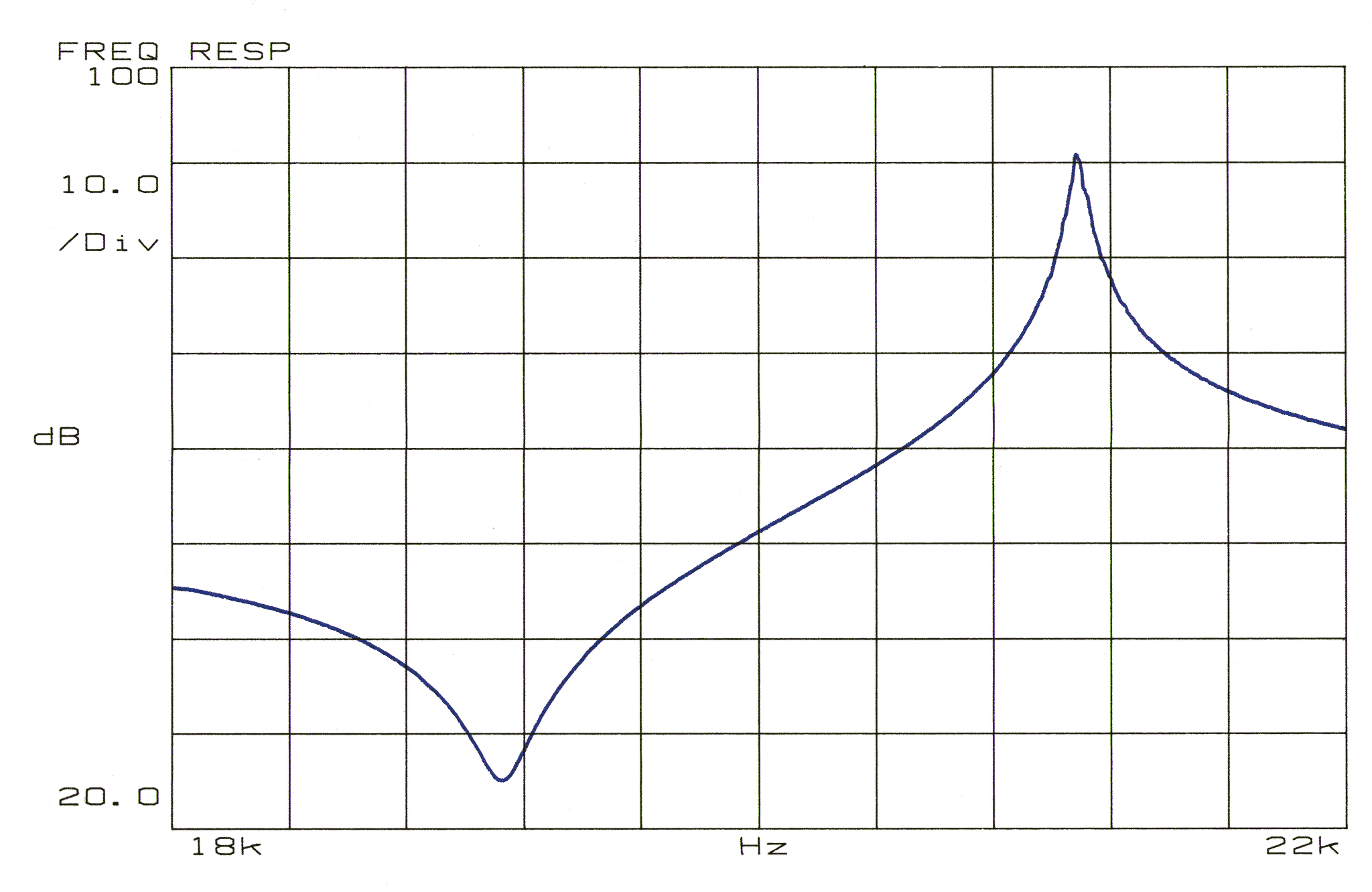
不管什么原因,电源必须能够自动地跟随这个频移。否则,频率的微小变化将导致电源组输出振幅明显下降。这是因为超声堆栈通常具有非常窄的带宽,例如,对于图1中所示的20kHz工业传感器,当驱动源突然断开时,通过振幅衰减测量确定开路带宽为~40Hz(即,Q为~500)。在这种情况下,从共振频率偏移仅20Hz将减少30%的换能器振幅和50%的可用功率输出(假设恒定的电输入)。
当添加额外的堆栈组件(超声波变幅杆+工具头)时,情况变得更糟(Q增大而带宽减小)。然后频率跟踪变得更加关键。但是请注意,在负载下,随着能量传递到负载,品质因数Q值可能会显著下降(即带宽增加)。
频率跟踪通常由锁相环(PLL)处理,其中电流和电压之间的相位角保持在恒定值。理想地,电流和电压将完全同相,从而使负载看起来完全是电阻性的(即,无电抗性分量)。但是,实际上,这在高Q(窄带宽)系统中是不可能的,在该系统中,较小的频率变化会导致较大的相位变化。在这样的系统中,PLL可能难以保持相位。在这种情况下,稍微异相的操作可以使PLL具有更好的性能。
自动调整幅度 #
大多数应用可以通过控制输出振幅而不是功率来实现最佳控制。原因是功率是力和速度的乘积(其中速度与输出振幅有关)。因此,可以通过低速的较大的力或高速的较小的力或介于两者之间的力来实现。尽管所有这些条件都可以产生相同的功率,但应用程序可能只对其中一个条件做出最佳响应。因此,振幅应视为独立(输入控制)变量,功率一般应视为相关(输出合成)变量。
当堆栈在空气中运行(即空载)时,它将具有给定的输出振幅。
调谐电感 #
超声系统的一个特点是即使负载是纯电阻性的,频率也会在负载下移动。随着负载的增加,串联和并联谐振会相互靠近。在临界负载下,这两个共振会聚。在临界负载以上,系统不再共振。
为了克服这种情况,必须添加一个调谐电感器。为了在串联谐振下工作,调谐电感与陶瓷并联添加。为了在并联谐振下工作,将调谐电感器与陶瓷串联,该电感的阻抗应等于所有陶瓷的组合电容阻抗。
次要要求 #
许多专用的超声波电源具有可保护系统的电路、软件。这可以包括针对接地故障,电源过载,过电压,过电流,陶瓷温度过高和频率跳变(从一次谐振到附近的二次谐振的跳变)的保护。该电路、软件还可以用于监视或控制超声过程。