
超声波点焊机实际上属于超声波焊接的范畴,是通过超声波产生高频振动,将金属或塑料这两种材料焊接在一起。针对于没有装配轮廓的热成型零件,或者几何形状和实际条件排除了标准焊接操作可能性的零件,超声波点焊相对更适合进行加工处理。

点焊可以在ABS,聚乙烯,聚丙烯,PVC等软塑料片材上进行超声波强力点焊。特殊设计的投影头用于增强焊接强度和外观。超声波点焊取代了粘合剂,铆钉,钉书钉和其他机械紧固件。该过程用于组装拖车车体,汽车除霜剂管道,家具和其他大型热塑性零件。使用便携式手持工具以及多头自动化系统,可同时执行许多焊接。
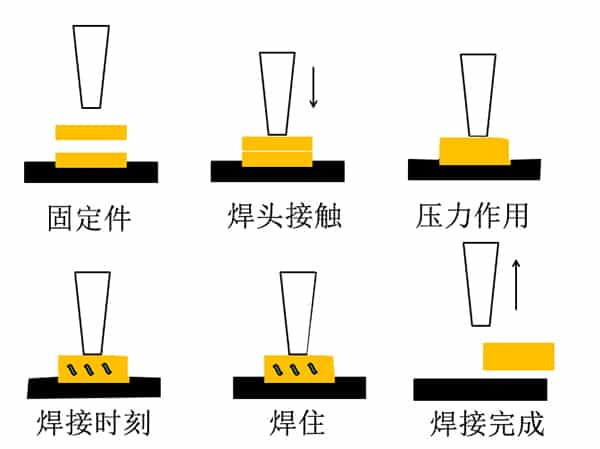
焊接原理 #
超声波是一种机械振动,类似于乐器产生的振动。这些振动被称为超声波,因为它们的频率高于人耳的听力(大于16 kHz)。在声学组件中,这些压力波由发生器产生。这将发送与转换器(或换能器)相同频率的交流电。然后,由压电陶瓷制成的转换器将这种能量转换为机械振动。然后,机械振动会产生热摩擦,从而激发被焊接的材料分子开始运动。超声波能量会熔化两个零件之间的接触点,从而形成一个接头,使部件快速粘合。
点焊机适用于不需要同时焊接整个焊接路径的那些组件,本身重量很轻,使用方便,可以使用于室外场景。点焊机具有很高的通用性,灵活性和成本效益,因此在各种焊接领域中仍具有很强的竞争力。
焊接优点 #
- 焊接过程:通过时间,能量,功率和高度限制监控超声波焊接,整个焊接过程实时进行检测,使整个焊接过程的效率最大化,也使生产消耗的能量节约到最低。
- 节省成本和环保:焊接的整个过程是清洁无污染的,因为在焊接过程中不会使用到任何有害的溶剂或粘结剂,也不会损坏产品本身,避免传统焊接和粘接工艺的部分问题,节约焊接成本。由于具有完整的电气特性,因此该技术不需要高水平的维护。
- 速度:典型的焊接周期在0.5秒以内,与其他焊接方式相比,焊接速度更快。这种焊接技术比传统的粘合剂或溶剂要快得多。冷却时间非常快,并且工件无需长时间留在工具内即可干燥或固化焊接接头。
- 使用方便:一般的超声波点焊机或者点焊枪设备都属于小型机,操作起来比较轻便,对人工技术要求不高。使用后收藏方便,不占大量空间。人体工程学和轻巧的手持式探头可减轻操作员的疲劳。带有集成手柄的轻型系统使该装置便于移动,便于工厂移动。
- 焊接精度高:高精度推力控制以及高度精确的焊接深度控制,保障整体焊接质量,避免出现焊接不牢固的情况。保障一定的焊接质量,避免出现材料烧黑或燃烧的情况。
设备组成 #
超声波手持点焊机设备包括流量控制阀、换能器,超声波发生器以及焊头。与普通焊接设备相比,点焊机更加轻便,适用于需要转移场景的焊接工作。
超声波发生器 #
发生器将来自单相电源的电能转换为正确的频率和电压,以使换能器转换为机械振动。微处理器单元控制焊接周期并通过用户界面将关键焊接信息反馈给用户。用户界面还允许操作员输入所需的焊接参数。超声波发生器的主要功能是将50-60 Hz的电能(5000 瓦)转换成20至40 kHz高频的电能。超声焊接应用中广泛使用的频率为20 kHz。
换能器 #
换能器也称为转换器,将来自发电机的电能转换为用于焊接过程的机械振动。它由许多夹在两个金属块(通常是钛)之间的压电陶瓷盘组成。在每个圆盘之间有一块薄金属板,它形成电极。当正弦波电信号通过电极馈送到换能器时,圆盘会膨胀和收缩,从而产生15至20μm的轴向峰峰值运动。换能器是精密的设备,在焊接过程中应小心操作。一旦元件发生损坏,换能器将不起作用。
变幅杆 #
变幅杆加强部分有两个作用,主要是放大在换能器尖端产生的机械振动并将其传递到焊头。其次要目的是提供将堆叠体安装在焊接压力机上的位置。当换能器施加超声能量时,变幅杆膨胀和收缩。像焊接堆栈中的其他元素一样,变幅杆是一种调谐设备,因此它必须以特定的频率谐振,以便将超声能从换能器传递到焊头。为了成功发挥作用,变幅杆必须是制造超声波的材料中超声波波长的一半,或者是该长度的倍数。通常,它是波长的一半。
焊头 #
焊头是焊接堆中向待焊接部件提供能量的元件。焊头的设计对于成功焊接至关重要。焊头也是一种调音设备,在大多数应用中,它也可提供机械增益。它通常以铝或钛制成。铝焊角往往用于小批量应用,因为这种材料可能会引起磨损。一些焊角具有特别硬化的尖端,以减少焊接过程中的磨损。与变幅杆元件一样,焊角的长度必须是制造其的材料中超声波波长的一半,或者是该长度的倍数。这样可以确保焊角末端有足够的振幅来进行焊接。幅度通常在30至120μm之间。
