
当材料暴露于空化流体时,就会发生空蚀。破裂的空化气泡会引起强烈的冲击波和微射流,进而引起高度局部化的表面应力。 由于反复的气泡破裂而造成的这种载荷重复,会导致局部表面疲劳失效以及随后材料的脱落或剥落。
下图显示了气蚀的典型进程(25 kHz,44.5微米,24°C水)
在超声中,空化通常是由超声波变幅杆主动产生的,以便观察对过程的影响(例如,超声波均匀化)。然而,这种空化会逐渐去除喇叭表面的材料。这会导致一些问题。
- 随着尖端的缩短,系统的频率会增加,直到电源无法再启动工具头为止。
- 当角面因腐蚀而进入凹坑时,它会产生较少的气蚀,从而影响工艺。
- 被腐蚀的材料可能污染过程。
可以通过以下四种方法的组合来缓解这些问题:
- 使用具有较高抗气蚀性的工具头的材料。
- 使用具有较高抗气蚀性的涂层。
- 提高工具头的表面光洁度。
- 使用带可更换尖端的工具头。
用料 #
金属制品 #
对于涉及气蚀的应用,钛(通常为Ti-6Al-4V)通常是默认的谐振器材料。 它具有可接受的(但不是例外)的抗气蚀性,并且对许多液体也相对惰性; 也使用各种钢。 (有关各种材料的气蚀数据,请参见附录C)
弹性体 #
弹性体不适合作为谐振器材料。然而,它们可能有助于防止超声能量的传输或减少空化侵蚀(主要是表面)。在相对低强度的空化作用下,这些材料可能“完全没有空化损伤”。经过硫化的三元乙丙烯单体(EPDM)板材在20 kHz的50微米峰值振动下的耐腐蚀性是316L不锈钢的三倍。(注:未硫化的EPDM涂料性能不佳)
可更换的替帽 #
空化腐蚀后更换实心喇叭的成本很高。 取而代之的是,将可更换的替帽用于端面直径小于Ø25mm的工具头。

工具头涂层 #
各种涂层已被用于改善气蚀(与钛相比作为参考)。当工具头端面面积太大或太小,无法使用可更换的替帽以及端面形状不规则时,这些涂层可应用于工具头端面也可以用户保护工具头的基础材料。涂层可根据其厚度分类:薄或厚。它们还可以根据韧性和脆性来分类。
薄涂层 #
如果由于超声振动引起的惯性力相对较低,则涂层可以认为很薄。然后,粘附力不必很高。这些涂层包括铬和氮化钛。
硬铬:与316L不锈钢基体金属相比,硬度为2密耳(0.05毫米)的铬减少了10倍的气蚀。将其归因于铬的较高硬度(60 Rc对25 Rc),不锈钢的气蚀在很大程度上取决于材料的晶粒尺寸。)
氮化钛:由于其硬度和良好的附着力,氮化钛长期以来一直用于减少气蚀。但是,该过程不能任意应用。值得注意的是,将氮气气氛增加到13%左右(显微硬度~550),可以稳定地减少气蚀。在这个水平上,侵蚀率比原来的钛低3倍。然而,氮和硬度的进一步增加并不能进一步减少汽蚀。
厚涂层 #
由于它们的质量,厚涂层必须抵抗巨大的惯性力。然后,涂层和基材之间的附着力不足可能是一个问题。如果此类涂层也很脆,则不能在大面积(如清洗槽)上涂覆,因为超声波弯曲会导致涂层开裂。
与空蚀有关的参数 #
在相对相似的材料组中,抗气蚀性通常会随着机械性能的提高而提高,例如表面硬度,拉伸强度,屈服强度,延展性,应变能等。但是,在不同类型的材料之间会发生较大的异常,例如韧性金属与强脆金属,金属与陶瓷,金属与弹性体等。
硬度 #
硬度是与抗气蚀性相关的主要材料性能。基础材料的硬度可以整体(例如,通过硬化)或局部(例如,通过表面硬化或喷丸处理)产生。
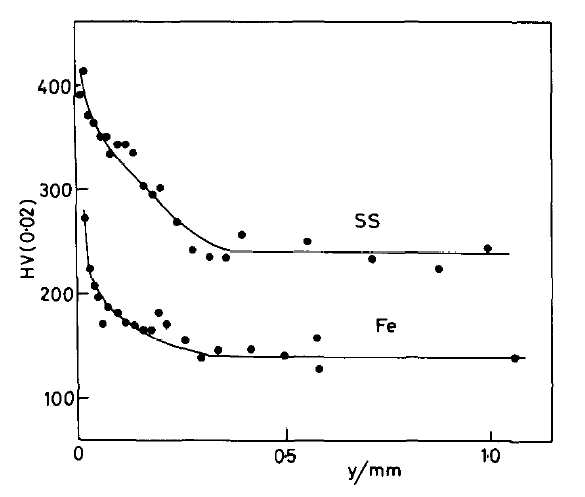
喷丸 #
喷丸的321不锈钢(退火)和纯铁在蒸馏水和1%盐水中进行了20 kHz的气蚀测试。 喷丸处理将材料硬化至0.3毫米的深度,(之所以选择321级不锈钢,部分原因是它对加工硬化反应良好)规定的振幅为15μm(大概峰值),水温为50°C。(在图B1中,“y”是试样表面以下的距离[mm],垂直轴标记为“HV 0.02”)。
表面光洁度 #
当材料最初受到气蚀作用时,可能存在一个初始阶段,在此阶段与随后的阶段相比,腐蚀速率可以忽略不计。 如果表面高度抛光,则可以延长初始期时间。
晶粒大小 #
与疲劳一样,气蚀也发生在微观尺度上。因此,具有几乎相同宏观性能(例如抗拉强度)的两种材料对气蚀的抵抗力可能有显著不同。同一种材料随着粒径的减小他的抗气蚀性增加,对于不同的材料则没有任何意义。
各种材料的空蚀数据 #
提供以下信息以供参考。由于损耗,疲劳,成本和材料的可用性,许多列出的材料可能不适合用作超声工具头。例如,尽管许多钢的腐蚀速率比钛低,但它们的输出幅度却受到内部损耗(加热)的限制。但是,可以通过减少局部超声应力的优化轮廓来改善此加热问题。在任何情况下,某些材料仍可能适合用作可更换的替帽或涂层。
测试环境 #
- 空化流体是室温水。
- 振幅峰峰值为50微米。
- 尖端直径为13.9毫米。
- MDP =平均渗透深度[密耳] =(体积损失)/(试样表面积)
- 1密耳= 25.4微米
各种材料的气蚀率
| 测试材料 | MDP平均速率(Mils/ h) |
|---|---|
| T-222 Tantalum alloy, annealed | 0.02 |
| T-111 Tantalum alloy | 0.06 |
| Mo-½Ti | 0.09 |
| 316 SS | 0.09 |
| 304 SS | 0.10 |
| Cb-1Zr | 0.15 |
| Cb-1Zr, annealed | 0.18 |
| Carbon steel (mild) | 0.23 |
| Cu-Zn, cold-worked | 0.38 |
| Ni, cold-worked | 0.44 |
| Cu-Ni, 1800°F anneal | 0.47 |
| Ni, 1600°F anneal | 0.48 |
| 2024-T351 Aluminum | 0.57 |
| Ni, 1100°F anneal | 0.58 |
| Cu-Ni, 1300°F anneal | 0.63 |
| Cu-Zn, 1400°F anneal | 0.68 |
| Cu-Ni, cold-worked | 0.70 |
| Cu-Zn, 850°F anneal | 0.72 |
| 6061-T651 Aluminum | 0.72 |
| Cu, cold-worked | 0.95 |
| Cu, 1500°F anneal | 0.95 |
| Cu, 900°F anneal | 1.02 |
| Plexiglas | 1.39 |
| 1100-0 Aluminum | 2.70 |
钛 #
Ti-6Al-4V当以最大振幅操作时,1 mm的超声工具头会在1000小时内被腐蚀。
不锈钢 #
在对水中十二种不锈钢进行的空化测试中,发现当铬与镍的含量之比约为1.8:1时,最佳的耐空蚀性就会出现。